Aluminium industrin
Finlands ekonomi strandade i början på 90-talet med devalvering som följd och efteråt blev finska marken en flytande valuta. Det ledde i sin tur att exportföretagen fick bättre förutsättningar för produktion.
Detta gynnade bla varvsindustrin,som fick två stora projekt. Kvaerner Masa Yards,vars arbete var tillverkning av LNG-fartyg,som hade gastankar i aluminium,vars diameter var 40m(!),och Finnyards,som skulle bygga stora aluminium-katamaraner till Stena Line. Det blev en kedjereaktion med flera jobb för underleverantörer samt rent av hetsiga tider med att utveckla smarta arbetsmetoder. Dagens företag i aluminium-branchen drar ännu idag nytta av de erfarenheter och arbetsmetoder, som också vi var med och utvecklade för 25 år sedan.
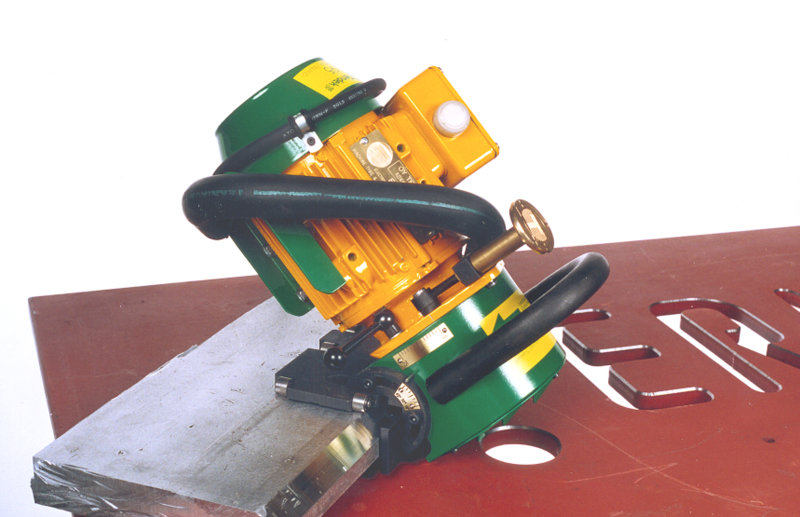
Tendek färdigställde hand-fasmaskiner för plåtar mellan 6-60mm tjocklek. Maskiner byggdes även för J-fogs fasning och både för plåtens under- och översida. Även färdiga fogar skulle bearbetas. Svetsfogen och basskivan skulle bli lika i tjocklek.
För detta ändamål byggde Tendek en stationär fräsmaskin med 2x4 kW-motorer,som planfräste en svetsfog med 55 mm bredd och 6-7 mm höjd till mitten av radien. Konstruktionen möjliggjorde fräsning av in- och utsidan på delsegment som färdiga blev en gastank. Varje fartyg hade fyra av dessa stora gastankar ombord. Liksom fasning var även fogens bearbetning betydelsefull i processen. Aluminiumets renhet är av största betydelse för att kunna få perfekta fogar vid svetsning.
Varierande storlekar av fräsklingor monterades på olika vinkelslipmaskiner. Dessa mardrömsprodukter ur arbetskyddssynpunkt togs i bruk, eftersom de var både, vad gäller snabbhet och renhet, helt överlägsna gentemot slipverktyg. Men det går inte att bortse från de olyckstillbud som uppkom då, och även nu på senare tid.
På marknaden finns inga maskintillverkare som bygger vinkelslipmaskiner för detta ändamål. De flesta ger ingen garanti för maskinens hållbarhet och absolut ingen ersättning vid äventuella olyckor. Ansvaret för användandet av maskinerna är helt arbetsgivarens och arbetarens.
Här är några rekommendationer som vi hoppas att ni tar i beaktning:
- Maskinerna bör ej tas i bruk före utförlig skolning i både teori och praktik och att man har dokumentationen i förvar,som visar att detta blivit gjort och vem som var närvarande.
- Maskinerna som installeras med fräsverktyg bör vara kvalitets-maskiner. Men även bland dessa finns det modeller som tex. inte håller, i och med att klingorna ofta är tyngre än vad normala sliprondeller är. Fråga gärna försäljarna: Har de erfarenheter, eventuellt rentav förbud att sälja till detta ändamål?!
- Maskinerna bör absolut vara utrustade med dubbellås för fastsättning av klinga, framförallt då maskiner med större klinga än 80 mm.
- Sprängskyddet används ofta som stöd vid bearbetningen och blir därför annorlunda belastad. Därför skall även det gärna vara utrustad med hinder, så att även om spännringen och muttern lossnar, faller skyddet inte på skäret.
- Använd skär som är tillverkade av proffs, så även dom som slipar upp slitna skär.
- Arbete utförs endast med den skyddsutrustning som man överenskommit vid skolning.
- Använd ”2-handsmaskiner” vid arbete som utförs under midjans höjd. En ”2-handsmaskin” får aldrig användas enbart med en hand. När du arbetar över brösthöjd rekomenderas ”en-handsmaskin” med mindre klinga eftersom den lättare går att bemästra.
- Vi ser gärna att maskinerna är i individuellt bruk. Om företaget använder olika klingor se då till att varje maskin är utrustad med egen klinga för att undvika misstag som eventuellt uppstår vid byte. Individuella maskiner ger en tryggare omgivning.
- Maskinerna och skär bör hållas i gott skick. Viktigt att serva i tid, eftersom påfrestningen av arbetet förosakar mera slitage än vanligt, framförallt på kugghuset. Kolla pris på resevdelar till maskinerna före val av märke.
- Start-kopplingen bör vara utrustad med fungerande spärr för att förhindra att maskinen skall själv-starta.
Kokkola 25-08-2014
louboutin pas cher
louboutin pas cher
louboutin pas cher
louboutin pas cher
louboutin pas cher
louboutin pas cher
scarpe hogan outlet
scarpe hogan outlet
scarpe hogan outlet
scarpe hogan outlet
scarpe hogan outlet
scarpe hogan outlet
air jordan pas cher
air jordan pas cher
air jordan pas cher
air jordan pas cher
air jordan pas cher
golden goose outlet
golden goose outlet
golden goose outlet
golden goose outlet
golden goose outlet
golden goose outlet
max maillots
max maillot
woolrich outlet